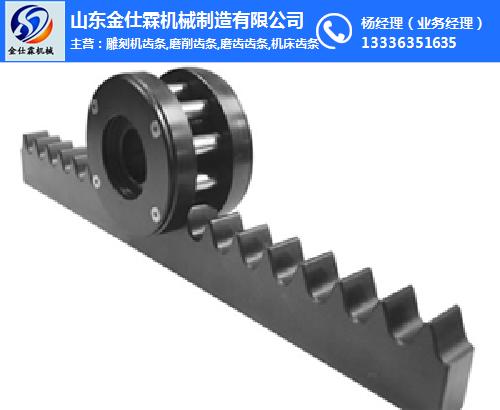
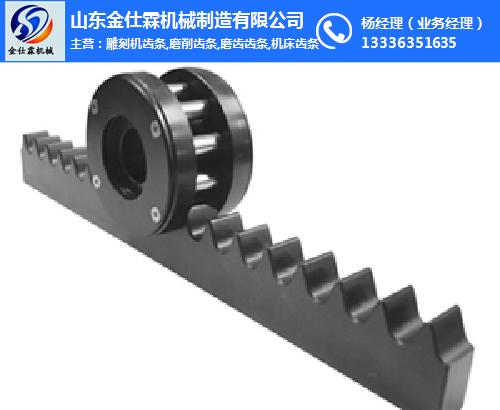
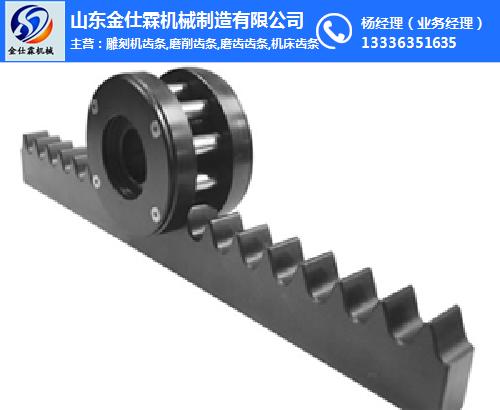
銑削直齒圓柱齒輪常用的測量方法有三種:
(1)用齒輪游標卡尺測量齒輪的分度圓弦齒厚和分度圓弦齒高。
(2)用齒輪游標卡尺測量齒輪的固定弦齒厚和固定弦齒高。
比較銑削直齒圓柱齒輪后常用的三種測量方法的特點
(1)測量分度圓弦齒厚和分度圓弦齒高 其特點是測量分度圓弦齒厚時,要以齒頂圓作為測量基準,但齒輪實際工作時齒頂圓精度要求不高,故齒頂圓的設計和加工精度一般較低,影響弦齒厚的測量精度。
(2)測量固定弦齒厚和固定弦齒高 其特點是計算測量值時只與被測齒輪的模數和齒形角有關,而與其齒數無關,加之標準齒輪的模數和齒形角已標準化,計算十分方便。但在測量固定弦齒厚時,也要以齒頂圓作為測量基準,影響其測量精度。

龍門銑床導軌應該如何修復。利用其獨特的粘著力、出色的抗壓強度及耐油、耐磨性能,可為部件提供一個長久的保護層,可以有效的解決不能拆卸的大型設備因傳統的維修方法所不能解決的問題,使設備的性能得到提高,
齒輪的制造材料和熱處理過程對齒輪的承載能力和尺寸重量有很大的影響。20世紀50年代前,齒輪多用碳鋼,60年代改用合金鋼,而70年代多用表面硬化鋼。按硬度,齒面可區分為軟齒面和硬齒面兩種。
軟齒面的齒輪承載能力較低,但制造比較容易,跑合性好,多用于傳動尺寸和重量無嚴格限制,以及小量生產的一般機械中。因為配對的齒輪中,小輪負擔較重,因此為使大小齒輪工作壽命大致相等,小輪齒面硬度一般要比大輪的高。
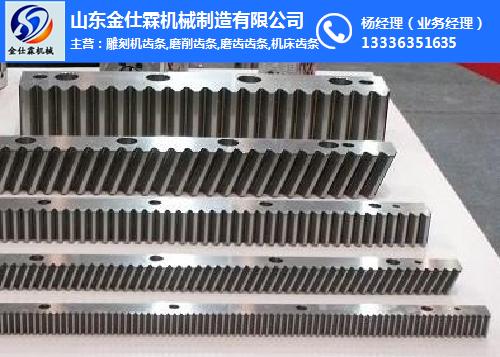
金仕霖齒條公司擁有進口齒條插齒機,及國內目前zui好的數控齒條插齒機YK58200.公司生產各種規格的齒條,磨削齒條、磨齒齒條、機床齒條及普通齒條。
45號鋼調質件淬火后的硬度應該達到HRC56~59,截面大的可能性低些,但不能低于HRC48,不然,就說明工件未得到wq淬火,組織中可能出現索氏體甚至鐵素體組織,這種組織通過回火,仍然保留在基體中,達不到調質的目的。





 廣告
廣告
、機械手用斜齒條、朔州齒條")