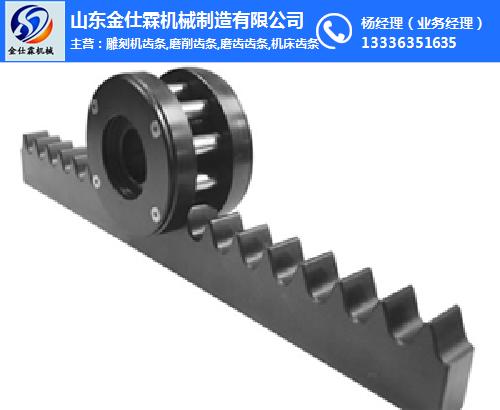
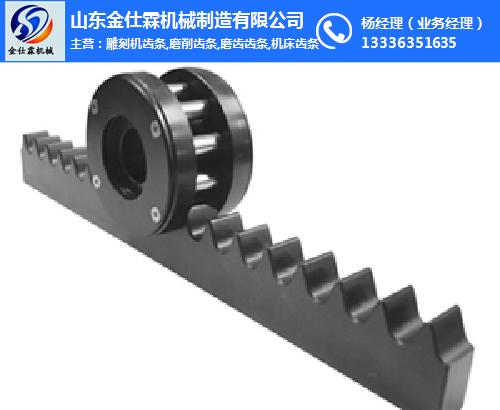
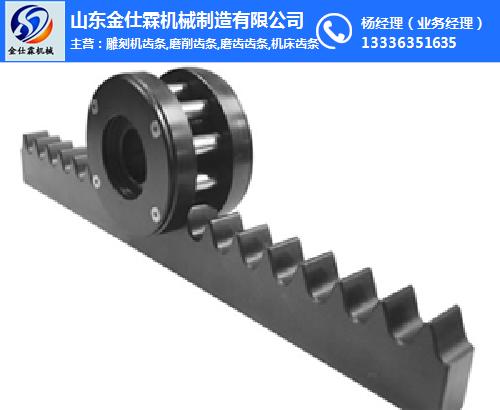
山東金仕霖機械制造有限公司擁有進口齒條插齒機,及國內目前zui好的數控齒條插齒機YK58200.公司專業生產齒條,齒條精準耐用,生產各種規格的雕刻機齒條,磨削齒條、磨齒齒條、機床齒條及普通齒條,齒條精度等級達到GB10096-88標準7級,一次性zui大齒條加工長度為2000mm 我們秉承質量至上,信用di一的原則,真誠對待每一個客戶。竭誠歡迎各界朋友與我們合作。齒輪損壞其基本情況相近,都是齒輪輪緣局部拆齒,少則幾齒,多則達十幾齒,齒面上有點狀壓痕。一般新裝一對齒輪由于制造和裝配等原因需要跑合一段時間,跑合情況從接觸線上很容易看出,我們注意到兩齒輪嚙合條件極差,看不出跑合線,甚至還不如初裝齒輪精度。從局部拆齒原因上分析,因斜齒輪傳動為線接觸,受載不均勻,安裝誤差或軸彎曲變形過大等都能引起拆齒。受載不均勻是齒輪加工精度低造成的,齒輪6級精度且多家生產不可能都不合格。兩齒輪均為剛性軸,不存在彎曲。這兩條可以排除。因此只能從安裝上找原因。
齒條的精度,一般指的是齒間的誤差,誤差越小代表精度越高,一般,德國與臺灣齒條所使用的測量方式是每300mm的誤差量.至于精度標準,就多了.如國際標準(ISO)﹨﹨德國標準(DIN)﹨﹨日本標準(JIS)﹨﹨中國標準(GB),這是目前國內zui常接觸到的,一般臺灣齒條會采用DIN標,而日本除了JIS標準外還有一個KHK自己的標準.一般來講,精度等級的數字越小精度越高,如:JIS一級﹨﹨JIS二級﹨﹨JIS三級,等,JIS一級比二﹨﹨三級要高.同樣的,DIN5﹨﹨DIN6﹨﹨DIN7﹨﹨DIN8﹨﹨也是同樣的道理.至于各國精度的換算,其實從他們的誤差量上可以大致的換過來,比如:JIS二級大約相當于DIN6級﹨﹨ISO5級;至于目前齒條的品質與精度,目前進口齒條方面,目前在國內比較常見的主要就是臺灣的YYC、日本的KHK、德國的亞特蘭大、亨利安、瑞士的GUDEL這幾種,相對來講,臺灣YYC的xjb是zui好的。

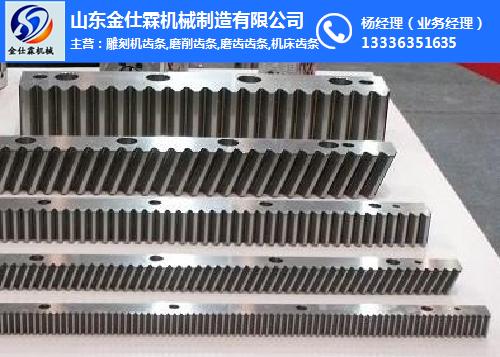
大量的齒條加工,一般都由專用設備生產制造,或設計制作專用分度機構來解決加工難題,也有設計專用分度機構在銑床上加工的。但是如果數量少,也wq可以利用銑床上原有附件,立銑頭、分度頭等進行齒條加工的等等,形式多樣。 對于模數齒條來說,其難點就是π值的問題,一般銑床的絲桿螺距為 6mm,而π值是小數,難以直接分度。若使之簡化可便于操作。①通過分度掛輪進行分度;②改變絲桿的螺距。而通過計算分度掛輪時,其計算分度誤差值的大小,則視π的代入比例值誤差的大小而定,絕大多數在計算π的代入比例值選用π≈ 3.1428571=(22/7),誤差值為: 0.0012644。 根據我們多年來的生產實踐,對于少量的齒條加工,我們的做法是:不添加任何分度機構,及分度掛輪,wq使用原銑床附件、立銑頭、分度頭。其計算分度誤差小于 0.0000002mm,簡單、實用、方便、可靠。




 廣告
廣告