精密齒條軸的齒的誤差怎么xc
精密齒條軸的齒的誤差怎么xc,車削精密齒條軸的方法,不僅簡單,而且還能xc誤差。 為了克服過去在車床上加工齒條軸的齒十分
麻煩,往往容易出錯的現象,可使用本文介紹的方法,能精quexc累計誤差,提高加工效率。 過去在
車床上加工齒條軸的齒,采用小拖板移動一個齒距,切削出一個齒,計算每搖過一個齒距的千分箍上
格數,因為是小數,十分麻煩,往往容易出錯,而且容易出現齒距的累計誤差。 為了克服上述現象,
就把小拖板的絲杠螺距改成與精密齒條的齒距一樣,再配一絲杠母,這樣只要小地移動一個齒距,保
證了齒條梢度,拖板絲杠轉一圈,刀具就精quexc了累計誤差,提高了加工效率。精密齒條軸的齒的誤差怎么xc
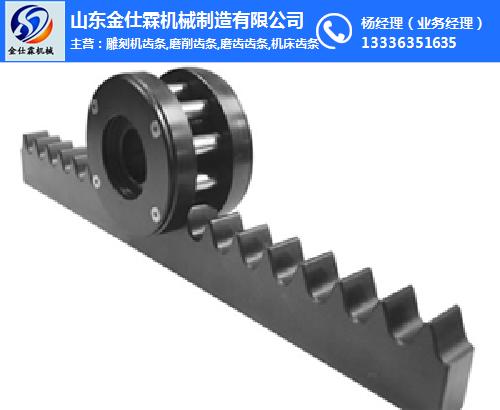
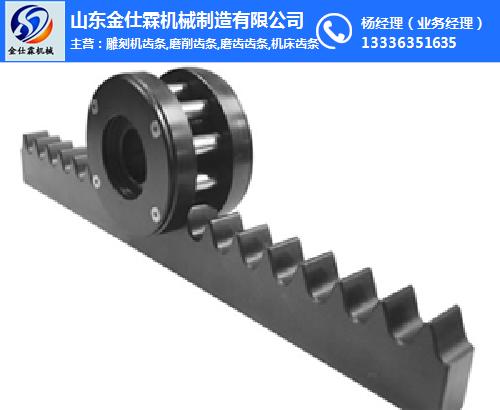
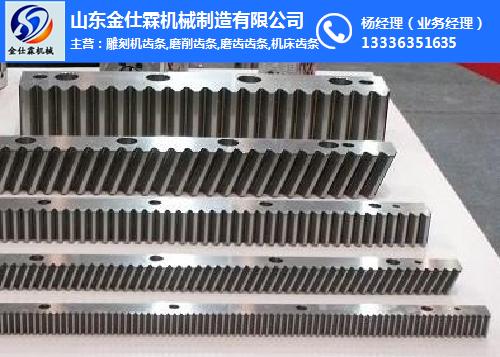
山東金仕霖機械制造有限公司擁有進口齒條插齒機,及國內目前zui好的數控齒條插齒機YK58200.公司專業生產齒條,齒條精準耐用,生產各種規格的雕刻機齒條,磨削齒條、磨齒齒條、機床齒條及普通齒條,齒條精度等級達到GB10096-88標準7級,一次性zui大齒條加工長度為2000mm 我們秉承質量至上,信用di一的原則,真誠對待每一個客戶。 用機械制造機械是一個很重要發展,手工制作已經無法是遠遠滿足不了當代科學技術的快速發展的。
所以我們在實現飛躍的同時,還是在對未知的東西進行研究。機械中,
用機械制造機械已經成為一個非常普通的制作手段,就如齒類零件一樣,我們可用一種齒條,
制作另一個齒輪一樣,這個齒輪我們可以成為刀具,被制作出來的就是我們需要的成品。齒條也是樣的。
齒條刀具和齒條有什么樣的不同呢?下面我們就來看一下他們之間的不同之處吧。
作為加工刀具的齒條,為了實現切削,需要留出后角。普通齒條沿齒寬方向齒厚、齒槽寬是不變的,
而刀具齒條齒厚變小、齒寬變大,留出了切削齒的后角,沿刀具齒條長度方向上,齒距是不變的。
為了能夠多加工一些齒輪,刀具齒條往往采取正變位,當刀具變鈍、重磨后,齒條逐漸變為負變位,直到不能再使用。

就傳統鏈傳動而言,鏈條與鏈輪之間屬于非共軛嚙合,這將導致鏈條產生橫向振動,與鏈輪發生嚙入沖擊等,不適合高速傳動。
要在兼顧鏈條互換性的基礎上,實現鏈條鏈輪的共軛嚙合。即:在使用常見標準鏈條的情況下,通過理論推導,研究出能和鏈條實現共軛嚙合的鏈輪齒形,以實現在高速鏈傳動中有效降低甚至xc鏈條的橫向振動、降低鏈傳動嚙入沖擊的新型齒廓鏈輪。新型鏈輪齒形求解研究的基本原理:類似于齒輪的展成加工法,在當前已有標準鏈條的基礎上,給定鏈輪和鏈條的瞬心線分別為圓和直線且規定二者按照一定的傳動比進行傳動,根據相對運動原理和平面嚙合原理,以鏈條為假想的刀具,對固定不動的鏈輪毛坯進行加工,最終切制出能和鏈條進行共軛嚙合理想鏈輪齒廓。




 廣告
廣告