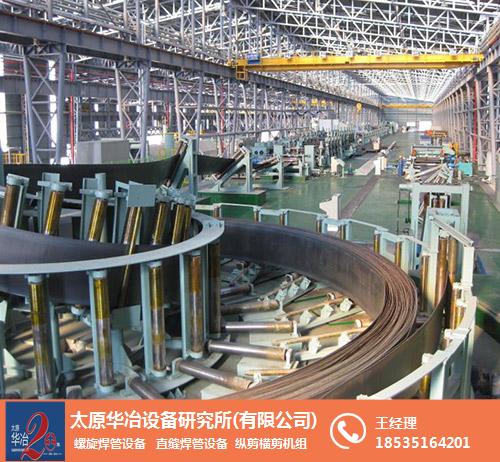
太原華冶設備研究所是專業從事設計開發和制造高頻直縫焊管設備、螺旋焊管設備、冷彎型鋼設備、板材和管材精整設備以及高精度縱橫剪生產線的高新技術企業。并擁有自營進出口權。
一般情況下,焊管機組的故障有以下兩種具有代表性的維修方法:
1、以定期維修為主要形式的預防性維修方法:以前的定期維修制增加了維修工作量、維修費用及焊管機組的停機時間,其結果是做了很多無效維修,卻不能及時排除焊管機組的隨機故障和早期故障,而過多的對焊管機組進行拆修反而易產生人為故障、增加維修消耗、降低維修效率;
2、以可靠性為中心的維修法:以可靠性為中心的維修方法也是對傳統的以預防為主的維修方法的繼承和發展,能夠有效控制焊管機組的故障率,以保持其固有的可靠性能。
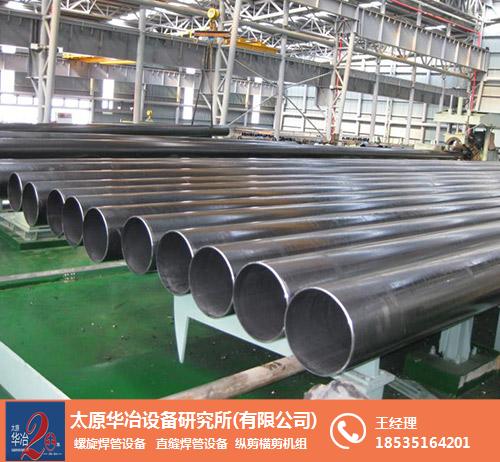
太原華冶設備研究所是專業從事設計開發和制造高頻直縫焊管設備、螺旋焊管設備、冷彎型鋼設備、板材和管材精整設備以及高精度縱橫剪生產線的高新技術企業。并擁有自營進出口權。
在圓變方時,尤其是圓變矩形管時(平出),定徑應調成中心線不變,底線則是逐漸升高。此調整目的是使管材均勻變型,角部均等,減少對機組的沖擊力。例:50*100的矩形管(定徑為五平五立,四五架次平輥孔型一樣),擠壓輥出來為直徑94的圓,到定徑第四架次時變型量為94-50=44MM(底線不變為水平時等于管材的上部壓下44MM,壁厚較厚時對機組的沖擊力非常大,而且下部的外R角會比上部的外R角圓),所以應采用中心線不變,即是將下平輥逐漸墊高(軋制底線逐漸升高),到定徑第四架次時墊起22MM,將22MM四架平分墊起即可(此為概率算法,精que墊起的數據應為軋輥設計的變型量)。


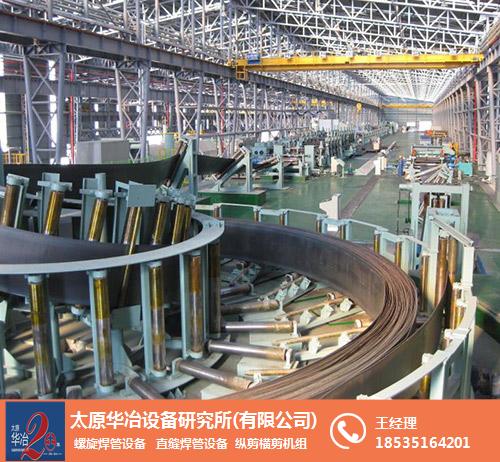
太原華冶設備研究所是專業從事設計開發和制造高頻直縫焊管設備、螺旋焊管設備、冷彎型鋼設備、板材和管材精整設備以及高精度縱橫剪生產線的高新技術企業。并擁有自營進出口權。
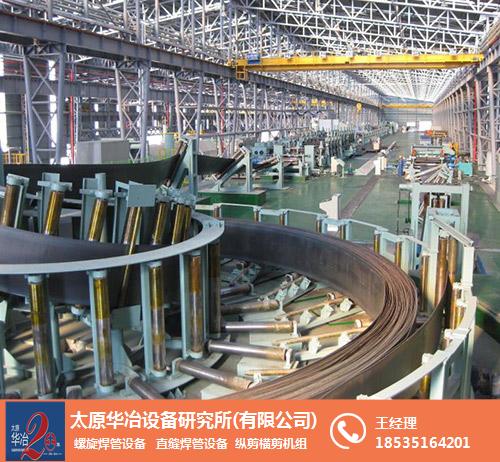
太原焊管機組在生產過程中會有哪些故障情況發生呢?下面跟小編一起來了解一下。
1、擠壓力過大,會造成搭焊管,需要根據不同的管壁厚度,孔型來調節擠壓力的大小。
2、軸承損壞,會破壞擠壓輥的位置,當出現損壞,會導致擠壓輥失去控制,這樣焊縫會變高,{zh1}搭焊就形成了。
3、擠壓輥軸向竄動,擠壓輥和擠壓輥軸的定位不穩固,會使擠壓輥出現軸向竄動和徑向擺動 ,這時擠壓輥的孔型就不會吻合而造成搭焊。




 廣告
廣告