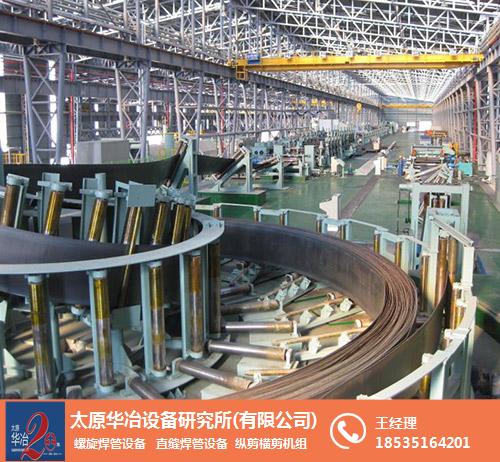
太原華冶設備研究所是專業從事設計開發和制造高頻直縫焊管設備、螺旋焊管設備、冷彎型鋼設備、板材和管材精整設備以及高精度縱橫剪生產線的高新技術企業。并擁有自營進出口權。
焊縫溝狀腐蝕的控制方式有:采用熱張力減徑方式可以降低溝狀腐蝕敏感性;降低鋼中的S含量,控制MnS、FeS等夾雜物沿焊縫區析出,也可以降低焊縫溝狀腐蝕敏感性;此外合理添加合金元素,細化焊接母材晶粒尺寸,也可改善焊縫區的溝狀腐蝕。


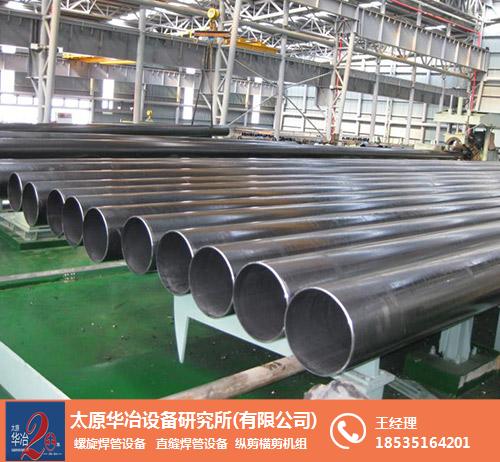
太原華冶設備研究所是專業從事設計開發和制造高頻直縫焊管設備、螺旋焊管設備、冷彎型鋼設備、板材和管材精整設備以及高精度縱橫剪生產線的高新技術企業。并擁有自營進出口權。
山西焊管機組出現左右偏擺如何解決?
一、變形區中性層計算準確,變形區內用料計算準確,滾輪加工對稱度好。
二、不變形區域盡量不受壓(如滑軌底部),裝配時上下滾輪各區域間隙保持一致。
三、材料咬入前,應根據高頻焊管機前道滾壓狀態,設置引導斜口,在穩定受壓前,材料在滾內滑移平穩。
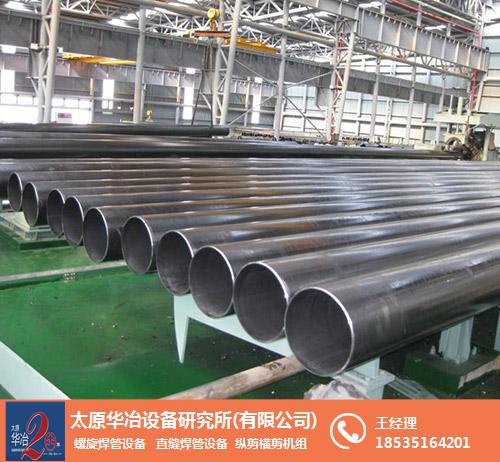
太原華冶設備研究所是專業從事設計開發和制造高頻直縫焊管設備、螺旋焊管設備、冷彎型鋼設備、板材和管材精整設備以及高精度縱橫剪生產線的高新技術企業。并擁有自營進出口權。
管坯的坡口即斷面形狀,一般的廠家在縱剪后直接進入高頻焊接,其坡口都是呈“I”形。當焊接材料厚度大于8~10mm以上的管材時,如果采用這種“I”形坡口,因為彎曲圓弧的關系,就需要融熔掉管坯先接觸的內邊層,形成很高的內毛刺,而且容易造成板材中心層和外層加熱不足,影響到高頻焊縫的焊接強度。所以在生產厚壁管時,管坯最hao經過刨邊或銑邊處理,使坡口呈“X”形,實踐證明,這種坡口對于均勻加熱從而保障焊縫質量有很大關系。




 廣告
廣告